
BITO-Lagertechnik - U-turn stacking bin

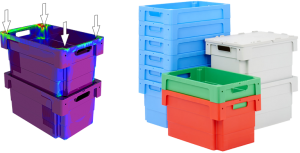
Often it is important for containers to not only be able to stack on top of each other, but also to be nested compactly when empty. A nice principle to be able to achieve this is a so-called stack and nest container. These containers can nest into each other, but when turned 180 degrees in the horizontal plane they can be stacked on top of each other.
The goal for this container was to realise a maximum content volume at given maximum outside dimensions. The content volume of these boxes is always a little less than of boxes that do not need to be able to nest, because the side walls need to be angled towards the inside. This is to prevent the containers to get stuck in each other while nested. This new box does not have angled side walls, it has four straight walls that are divided into three segments with a step in between. This means that the content volume can be about 20% larger than in a container with sloping walls.

It is important that the wall thickness is as thin as possible, on the one hand to prevent the boxes of tangling during nesting, on the other hand to be able to have the large content volume.
BPO has optimised this construction in such a way that the stacking strength meets all requirements, while the container has little wall thickness and can be nested efficiently. The most critical load case for these types of boxes is when they are stacked with heavy contents inside. The containers rests on only four points of the container below, where the force is not transferred straight downwards, but to a point that is offset. During the optimisation process this load transfer was the focal point. With this optimisation it was important to keep the wall thickness as little as possible, using strong and stable geometric shapes as much as possible. Higher wall thicknesses create longer cycle times in production, increasing costs. They may also lead to warpage of the product, because of shrinkage differences between thicker and thinner parts.
Next to the optimisation of the strength, the moldflow was analysed and optimised. The injection points and process parameters were developed to be able to have fast cycle times and as little warpage as possible. Also, during the moldflow optimization it was taken into account that the required clamp force would not be too high, so that the container can be produced in a standard injection moulding machine that is already in the portfolio of BITO-Lagertechnik.
The container has been launched successfully and it can be used for all kinds of applications. It can also be bought via the webshop of BITO-Lagertechnik (www.bito.com).


Pallet Collar
